
Utilisation de EMC2
Enfin nous y voilà, le moment de faire du copeau.
Nous allons faire une série de pièces plutôt pratiques puisqu'elles matérialiseront le sens des axes une fois fixées sur la machine.

Dans ce tutoriel, j'utilise une plaque de plastique bicolore que j'appellerai brut.
Elle sera fixée par du scotch double face.
L'outil est une fraise deux dents hélicoïdal Ø1mm.
Etape 1, Télécharger le G-Code.
Copier G-Code dans le dossier "nc_files".
Le dessin et G-Code ont été réalisé avec Cambam V0.9.
Télécharger : le G-Code
Télécharger : le fichier Cambam
Lien : téléchargement Cambam
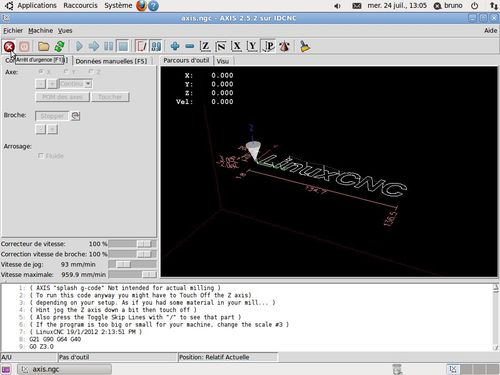
Etape 2, Déverrouiller EMC2.
Au démarrage le bouton "Arrêt d’urgence" est enfoncé, tout mouvement de la machine est bloqué. Cliquez pour déverrouiller.
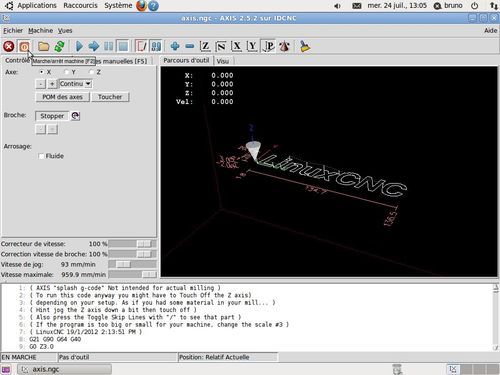
Cliquez sur le bouton marche pour permettre le mouvement des axes.
Etape 3, Charger le programme.
Charger le fichier contenant le programme de la pièce à usiner.
Si vous ne voyez pas votre ficher, penser à modifier "Type de fichiers" suivant le type d’extension .txt .nc .ngc.
Charger le G-Code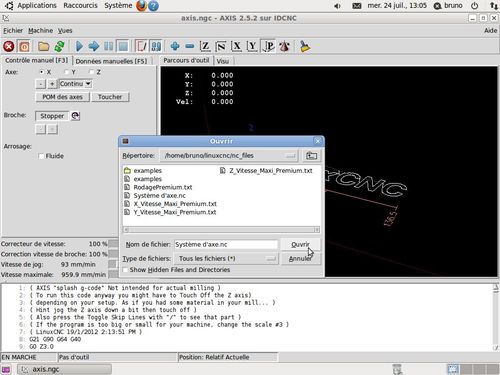
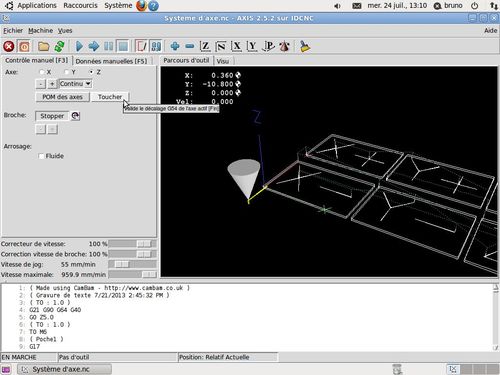
Le programme est maintenant chargé, vous pouvez voir les lignes de code à gauche et la visualisation à droite.
Etape 4, Visualiser le parcours outil.
Vérifier que la visualisation correspond à ce que vous généré avec Cambam ou un autre logiciel.
Le cône correspond à la position de la fraise.
Les lignes en pointillés sont les déplacements en rapide. (G00)
Les lignes blanches sont les déplacements en vitesse de travail. (G01)
Astuce : pour déplacer la vue utiliser le clic gauche, le clic et le scrolling de la mollette.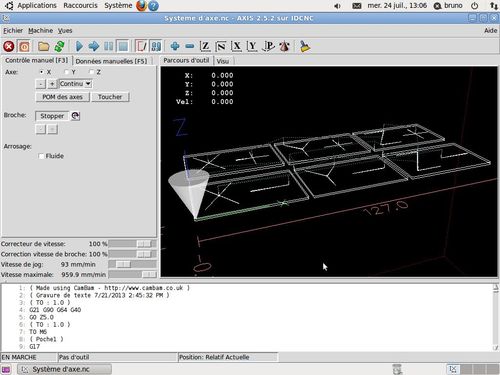
Etape 5, Prise d'origine X et Y.
Placer votre fraise sur la position X0 et Y0 que déterminée dans le programme.
Pour ce faire vous avez à votre disposition les touches du clavier.
L'origine programmée dans Cambam se trouve à gauche, en bas et sous la pièce.
C'est l'intersection des lignes verte rouge et bleu dans la visualisation Cambam.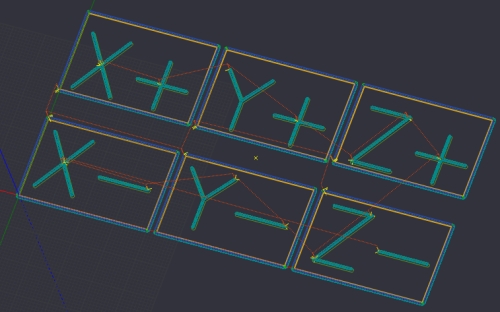
Déplacez la machine sur le bord gauche de la pièce devant vous. Laissez quelques millimètre de matière sur les bords.
Placer la fraise à ~5mm de la surface du brut.
Une fois en position cliquer sur X puis "POM des axes", Y puis "POM des axes" et Z puis "POM des axes".
Astuce : pour vous simplifier la vie, inscrire directement les axes au crayon de papier
sur le clavier.

Etape 6, Simuler le programme.
Simuler l'usinage au dessus de la pièce, c’est une étape qui vous permet de
vérifier que le cycle d’usinage se passe bien et que l’origine est bien positionnée, que l'usinage ne sort pas du brut...
Cliquer sur "Départ cycle" pour lancer la machine.
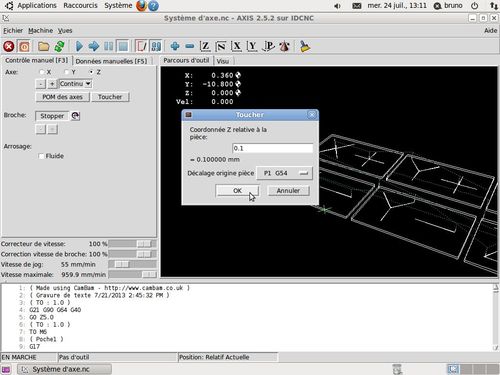
Etape 7, Prise d'origine Z.
L'origine Z ce trouve sous le brut, déplacer la fraise à coté du brut.
Réduire la vitesse de d'approche en faisant varier le curseur JOG ici 55mm/min.
Avec une feuille de papier descendre jusqu'à ce que la feuille ne puisse plus glisser.

Cliquer sur l'axe Z (le point), cliquer sur "Toucher" entrer l'épaisseur du papier soit 0.1mm. <br>
La machine n'a pas bougé mais vous constatez que la postion Z de la machine est de +0.100. <br>
Dégager la fraise plus haut que le brut.
Démonstration vidéo :
(En cours de réalisation)
Etape 8, Usinage.
Cliquer sur "Départ".
Rester à proximité et au moindre doute cliquer sur "Pause", il est toujours possible de reprendre l’usinage en cours en cliquant à nouveau sur "Pause"
Vous pouvez ajuster la vitesse d'avance pendant l'usinage en faisant varier le curseur "Correcteur de vitesse".
Etape 9, Résultat.
Décoller les pièces, enlever le film protecteur et il n'y a plus qu'à coller les gravures sur chaque axe de la machine.